





Популярность использования гнутых каркасных профилей легко объясняется их экономичностью, простотой сборки и монтажа, а также высоким уровнем практичности. Сегодня их широко применяют:
- в строительстве при сборке модульных зданий и временных сооружений;
- для монтажа легких перегородок, подвесных потолков и фальшстен;
- для закрепления электронного оборудования, аппаратуры связи и средств автоматизации;
- в качестве кабельных лотков при открытой прокладке и защитных кожухов на подводках;
- как коммуникативные каналы для различных технологических трубопроводов;
- во многих других случаях.
Применение гнутых профилей полностью оправдано экономически и позволяет ускорить возведение объекта или выполнить необходимые монтажные работы. Использование лёгких металлических сборных конструкций из тонкого стального профиля в строительстве практикуется уже очень давно, и эта технология зарекомендовала себя с наилучшей стороны.
Технология изготовления гнутого металлического профиля
Самым популярным материалом для изготовления тонкопрофильных материалов является листовая или рулонная оцинкованная сталь толщиной от 1,0 до 5,0 мм. Кроме этого холодный прокат изготавливают из алюминия и его сплавов, латуни, стали с защитными покрытиями и некоторых других металлов. Выбор материала и его толщина зависят от целевого назначения гнутого профиля и расчётной нагрузки, которую он должен выдерживать.

Гнутые профильные материалы на небольших предприятиях и в заготовительных мастерских обычно изготавливают при помощи специального оборудования. Все большее количество предпринимателей выбирают для данной работы ручной листогибочный станок. Для изготовления профилей на данном оборудовании применяется технология последовательного интенсивного деформирования заранее заготовленной металлической полосы. Форма изгиба задаётся установкой на станке специальных фасонных калибров.
В результате такой обработки металла можно получить изогнутые изделия самых различных размеров и формы, которые могут различаться своей конфигурацией, размером полок, наличием или отсутствием рёбер жёсткости и другими параметрами. При этом длина профиля определяется в зависимости от пожеланий заказчика и ограничивается только длиной листа металла. Перфорация изделий производится до начала работы по изгибу.
Распространённые виды профиля
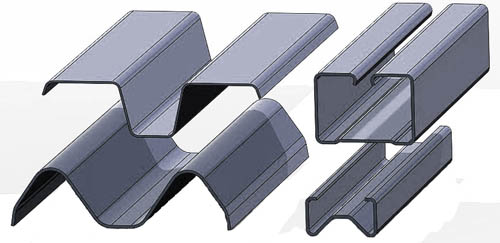
Тонкопрофильные металлические изделия могут быть перфорированными или сплошными. По форме поперечного сечения их обозначают по букве, которую оно напоминает. Наиболее популярные сечения соответствуют буквам: Z, П, С, Сигма и Омега. Произносится такое обозначение, как П-образный или Z-образный профиль.
Гнутые тонколистовые холоднотянутые профили должны изготавливаться по соответствующему стандарту или техническим условиям в соответствии со сферой применения и функциональным особенностям.
Технология работы на ручном листогибочном станке
Для того, чтобы изготовить заданный профиль, подготовленную заранее металлическую полосу закрепляют в листогибе зажимной балкой. После этого на закреплённую заготовку опускают гибочную траверсу, которая своим давлением изгибает металл под необходимым углом. Для задания угла изгиба установлен специальный угломер, а для обеспечения равномерной нагрузки по всей длине заготовки есть специальные датчики.
Более оптимальная работа листогибочного оборудования может быть организована путём дополнительного оснащения станка роликовыми резаками, сегментными ножами, опорной площадкой, задним упором и другими приспособлениями. В этом случае все виды необходимых работ будут выполняться на одном рабочем месте без промежуточного перемещения заготовок.
Во время работы с металлом на ручном станке необходимо соблюдать требования техники безопасности. Чтобы защитить руки от возможных порезов работать следует в плотных прорезиненных перчатках.
Рекомендации по выбору ручного листогиба
На небольшом предприятии или в условиях заготовительной мастерской, там, где объем изготавливаемых изделий небольшой, рекомендуется приобрести ручной станок для гибки металла. Вес такого механизма не превышает 200 кг, и кроме стационарного использования его можно будет доставить к месту выполнения монтажных работ. Это позволит ускорить монтаж и сократит транспортные расходы на доставку материалов.

При выборе ручного листогибочного станка следует обратить внимание на следующие рабочие характеристики:
- максимально возможный угол изгиба листа;
- максимальная и минимальная толщина металла, который можно обработать;
- максимально допустимая длина заготовки;
- наличие режущего инструмента;
- габаритные размеры и вес;
Все эти параметры должны полностью соответствовать решению тех задач, которые необходимо выполнить. Многие ручные гибочные станки идеально подходят для выполнения работ в полевых условиях. Очень важно ещё до покупки чётко определиться с перечнем планируемых к выполнению видов работ, а при необходимости проконсультироваться у специалистов.
Комментарии